
济南市鸿慷机电设备有限公司位于交通便利的泉城济南,是全球生产滚动轴承和直线运动产品的领导企业---德国舍弗勒集团在山东的授权代理商。公司专营舍弗勒集团旗下两大品牌INA轴承和FAG轴承,是一家顺应经济发展需要而诞生的专业化新型高端轴承公司。多年来一直从事轴承的销售和售后技术支持,在机械行业技术方面有着非常丰富的经验,今天济南鸿慷机电进口轴承专家为大家介绍一下滚动轴承的加热安装注意事项。
滚动轴承的加热
加热配合(圆柱孔轴承的安装)通过加热轴承或轴承座,利用热膨胀将紧配合转变为 松配合的安装方法,是一种常用和省力的安装方法。此法适合于过盈量较大的轴承的安装。轴承的加热温度,以轴承尺寸、所需过盈量有关。
油浴加热
热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80~100℃(一般,将轴承加热到比所需温度高20℃~30℃,以便于操作过程中内圈不至于过早冷却即可),不将轴承加热超过120℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后要进行轴向紧固,以防内圈与轴肩之间产生间隙。轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热装方法,可以避免配合面受到擦伤。
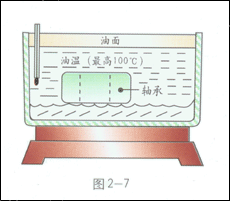
用油箱加热轴承时,在距箱底一定距离处应用一网栅(如图所示2-7),或者用钩子吊着轴承,轴承不能放到箱底上,以防沉淀杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止轴承发生回火效应,使套圈的硬度降低。
感应加热

除了用油热方法进行热装以外,还可以利用电磁感应加热装置进行加热。此方法利用电磁感应原理,通电后,在电磁感应作用下,电流传到被加热体(轴承),由轴承自身的抗阻产生热。因此,电磁感应加热法相对油热方法而言有很大的优点:加热时间短、加热均匀,可定时、定温,清洁无污染,作业效率高、操作简单快捷。
如果您对山东进口轴承、FAG轴承、INA轴承感兴趣或者有疑问的话,请点击联系我们网页右侧的在线客服,或致电:400-086-9890,山东进口轴承供应商——您全程贴心的采购顾问。
——责任编辑:济南鸿慷机电设备公司01销售顾问
版权所有www.fag66.com(济南鸿慷)转载请注明出处


















